欧式电缆附件_欧式电缆附件工厂
 2018-02-01 00:01:49
2018-02-01 00:01:49
冷缩和热缩电缆头之间有什么好处?冷缩电缆头全是由硅橡胶材质制作的,比热缩的材质寿命长!冷缩的防水性能远远高于热缩的。冷缩终端头安装方便,淘汰了热缩用火烤的方式。冷缩终端头已受到广大供电单位和安装公司的
冷缩和热缩电缆头之间有什么好处?
冷缩电缆头全是由硅橡胶材质制作的,比热缩的材质寿命长!
冷缩的防水性能远远高于热缩的。
冷缩终端头安装方便,淘汰了热缩用火烤的方式。 冷缩终端头已受到广大供电单位和安装公司的认可和产品。
安徽伊法拉电力科技有限公司专业生产冷缩电缆附件电缆附件厂 伊法拉,如果有需要可以来我厂参观洽谈
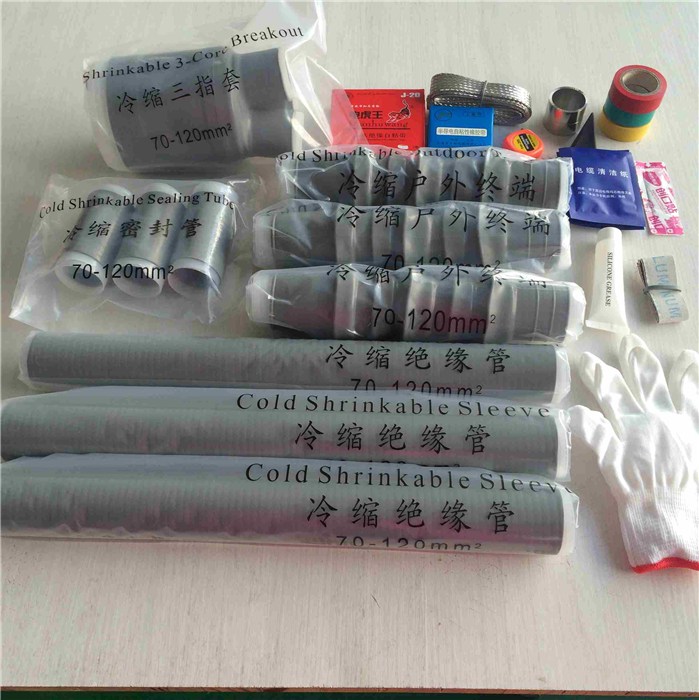
冷缩电缆附件的电压有1KV 10KV 35KV 有单芯电缆附件 和三芯电缆附件





10KV三芯户外冷缩电缆终端头
产品优点:
1、无需动火及特殊工具电缆附件,只需轻轻抽取芯绳,就会依靠自身的弹性回缩,从而紧贴在电缆上,每种规格可适用多种电缆线径,对电缆线径兼容性强。
2、采用进口液态硅橡胶,耐张性好
3、终端主体配合冷收缩分支指套、冷收缩绝缘管和冷收缩端子密封管;中间接头采用三层防水密封工艺、保证附件优良的密封防潮性能。
电力系统:电力系统采用的电线电缆产品主要有架空裸电线、汇流排(母线)、电力电缆(塑料线缆、油纸力缆(基本被塑料电力电缆代替)、橡套线缆、架空绝缘电缆)、分支电缆、电磁线以及电力设备用电气装备电线电缆等。
信息传输系统:用于信息传输系统的电线电缆主要有市话电缆、电视电缆、电子线缆、射频电缆、光缆、数据电缆、电磁线、电力通讯或其他复合电缆等。



冷缩电缆头的制作注意事项:
高压电力电缆的基本结构分为:导体、绝缘层、屏蔽层、保护层。
电缆如果要长期存放电力电缆附件,电缆是否放置于:
1.屋檐下。电缆只在不直接暴露在阳光照射或超高温下,标准局域网电缆就可以应用,建议使用管道。
2.外墙上。避免阳光直接照射墙面及人为损坏。
3.管道里(塑料或金属的)。如在管道里,注意塑料管道的损坏及金属管道的导热电缆附件厂家。
4.悬空应用/架空电缆。考虑电缆的下垂和压力。打算采用哪种捆绑方式?电缆是否被阳耐高温(阻燃)电力电缆光直接照射。
5.直接在地下电缆沟中铺设,这种环境是控制范围的。电缆沟的安装要定期进行干燥或潮湿程度的检查。
6.地下管道。为便于今后的升级,电缆更换以及与表面压力和周围环境隔离,辅设管道相隔离,辅设管道是一个较好的方法。但不要寄希望于管道会永远保持干燥,这将影响对电缆种类的选择。
冷缩电缆附件的基本要求:有效控制绝缘屏蔽断口处得电场强度,对外界环境的可靠密封及完整的绝缘保护,足够的机械强度,导体连接良好。如何衡量一个好的电缆附件的性能呢?
主要有以下几点:
从电气性能和物理性能来衡量一个电缆附件能否达到长期稳定的运行寿命。电气性能方面:抗局部放电的性 能,电应力控制措施的效果,电缆中间头的屏蔽层结构,电缆终端的耐候性能。衡量电缆附件电应力控制措施效果可以通过是否能够有效降低内部和外界面的电场强 度,是否能有助于提高其他电气性能,是否经过长期的运行时间来证明物理性能方包括:防水密封性能、中间头的机械保护性能和接地连接的可靠性,热缩电缆附件操作说明与安装工艺。衡量冷缩电缆附件性能的因素有多个方面,主要的是要从电气性能和物理性能两方面来考虑,对用户和运行部门来说,重要的是稳定可靠的长期运行寿命注意冷缩电缆附件的一些独特的关键因素,对电缆附件性能的重要影响。
1、导体的连接导体连接要求低电阻和足够的机械强度,连接处不能出现尖角。中低压电缆导体连接常用的是压接,压接应注意:
(1)选择合适的导电率和机械强度的导体连接管;
(2)压接管内径与被连接线芯外径的配合间隙取0.8~1.4mm;
(3)压接后的接头电阻值不应大于等截面导体的1.2倍,铜导体接头抗拉强度不低于60N/mm2;
(4)压接前,导体外表面与连接管内表面涂以导电胶,并用钢丝刷破坏氧化膜;
(5)连接管、线芯导体上的尖角、毛边等,用锉刀或砂纸打磨光滑。
2、内半导体屏蔽处理凡电缆本体具有内屏蔽层的,在制作接头时必须恢复压接管导体部分的接头内屏蔽层,电缆的内半导体屏蔽均要留出一部分,以便使连接管上的连接头内屏蔽能够相互连通,确保内半导体的连续性,从而使接头接管处的场强均匀分布。
3、外半导体屏蔽的处理外半导体屏蔽是电缆和电缆接头绝缘外部起均匀电场作用的半导电材料,同内半导体屏蔽一样,在电缆及接头中起到了十分重要的作用。外半导体端口必须整齐均匀还要求与绝缘平滑过渡,并在电缆接头增绕半导体带与电缆本体外半导体屏蔽搭接连通。
4、电缆反应力锥的处理施工时形状、尽寸准确无误的反应力锥,在整个锥面上电位分布是相等的,在制作交联电缆反应锥时,一般采用切削工具,也可以用微火稍许加热,用快刀进行切削,基本成型后,再用2mm厚玻璃修刮,后用砂纸由粗至细进行打磨,直至光滑为至。
5